 Derya Yoruk
Derya Yoruk
Integrating MIPI sensors and cameras on SCAILX
The SCAILX AI platform is a modular compact vision AI Edge solution with various interface boards for connecting image sensors/cameras to the NXP...

Right now, the camera market is filled with a multitude of options, each catering to different needs and preferences. They come in all shapes and sizes; from cameras so small they fit into the human body to cameras that take up a full lab. The capabilities of these cameras range from still image cameras to very high-speed video cameras, cameras that can see in very low light conditions to cameras that can see light in spectrums outside the human visible range, and even cameras that can see heat.
In this blog post, Brian Fletcher, Sales Application Engineer at Videology will elaborate on several of the more popular types of cameras and their use cases.
From its humble beginnings as a mobile phone accessory, the cell phone camera has become the go-to camera choice for most people today. The image quality rivals point-and-shoot cameras of just a few years ago and the best part about it is that it is right in your pocket whenever you need it. As Chase Jarvis once said, "The best camera is the one that's with you."
Today’s cell phone cameras have resolutions above 40 megapixels, optical/digital zoom, 1080p video, and even high-speed video at frame rates of 240fps, 480fps, and beyond. So, with all that capability why would anyone need a dedicated camera? Stay tuned for a forthcoming article on that very topic.
Moving up to a dedicated camera system and bypassing the point-and-shoot cameras leads us to the prosumer DSLR / mirrorless camera category. This is often the choice of professional photographers and videographers alike. These cameras are often used for wedding photography, portraits, and recording movies and TV shows like “House” which was often recorded using a popular DSLR. This category introduces larger format sensors and a substantial increase in image quality which alone could easily fill an entire discussion.
 High-Speed Cameras
High-Speed CamerasThe cameras in this category are designed to capture slow-motion video of fast-moving objects. High-speed cameras typically have frame rates starting at 1,000fps to over 1,000,000fps and beyond. Typical use cases are automotive crash testing, sports analysis, and of course, ballistics. The key elements to achieve such remarkable imaging are triggering and lighting.
 IR Cameras
IR CamerasIR, or infrared cameras see heat, not light. This technology is then displayed as a map of heat intensities represented by various colors that produce an image.
The applications of infrared cameras are diverse and wide-ranging. One of the most common uses is in home inspections, where they can detect hidden issues such as insulation gaps, water leaks, or electrical hotspots.
Within this category, the frame rate spans from below the standard video range to nearly reaching the high-speed camera category, blurring the line between the two. The machine vision camera technology is incredibly flexible with compatible SDKs, a nearly endless lens choice and software configurable I/O ports with a wide range of output options.
The camera resolutions in this category range from sub-megapixel to over 160 megapixels and above. These cameras excel in fast production line inspections, robotics, and scientific research and development.
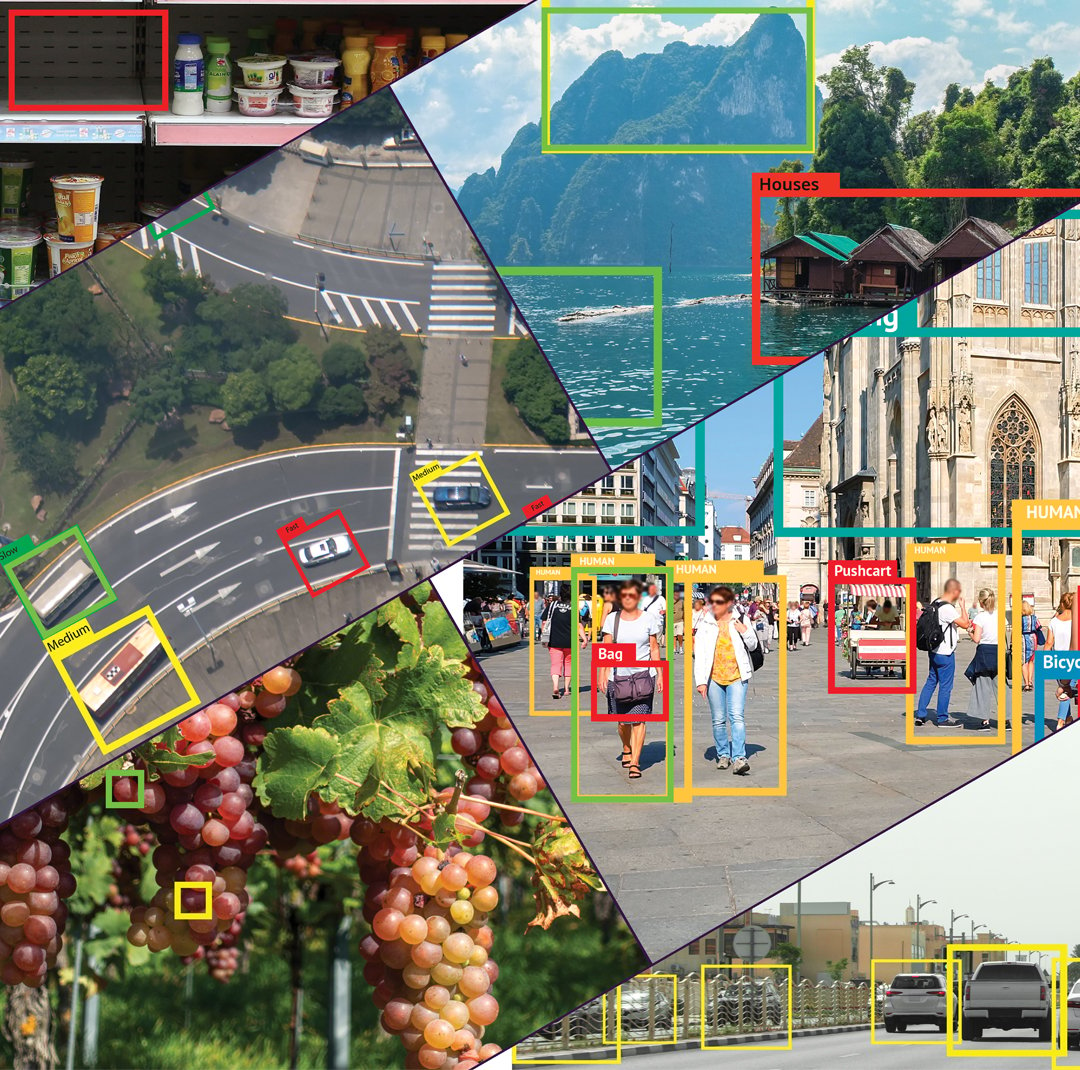
 Smart Cameras
Smart CamerasTake a machine vision camera, add onboard computing power, like an FPGA or a neural processor, and a smart camera is born. This innovative category brings image processing to the Edge, eliminating the need for a separate computer and alleviating network bandwidth limitations. The processing could be video processing as it is being recorded, inspection pass/fail algorithms, or even AI models like those used on the Videology SCAiLX platform, taking industrial imaging solutions to new heights.
Whether you are looking to bring your innovative new product to life, have an existing prototype using a machine vision camera that needs a refined design, or take your scientific project to the next level with an advanced imaging sensor, it is time to explore the possibilities of industrial OEM camera solutions.

These cameras often are supplied as a circuit board with a separate lens mount and lens, offering limitless options limited only by your imagination. Designed with robustness, reliability, and functionality in mind, industrial OEM cameras deliver high image quality.
So far, we have only scratched the surface of some features that each camera category offers. Stay tuned as we continue to bring you even more exciting content in the future. We hope you have enjoyed this glimpse into the fascinating world of cameras, and there is much more to come!

The SCAILX AI platform is a modular compact vision AI Edge solution with various interface boards for connecting image sensors/cameras to the NXP...
Contemporary imaging solutions have already become a part of our daily lives and cannot be ignored or overlooked.
The industrial-grade camera market has undergone significant growth and diversification in recent years with a vast array of camera types and models...



